Principle of operation
The principle of operation of the blast furnace is as follows: ore charge with coke and limestone flux is loaded into the receiving chamber. In the lower part, there is a periodic discharge of cast iron / ferroalloys and, separately, of the slag melt. Since the level of material in the blast furnace decreases during release, it is necessary to simultaneously load new batches of charge.
The operating process is constant, combustion is maintained with a controlled supply of oxygen, which ensures greater efficiency.
The design of the blast furnace ensures a continuous process of ore processing, the life of the blast furnace is 100 years, overhaul is carried out every 3-12 years.
Process chemistry
Chemical processes are oxidative and reductive. The first means the connection with oxygen, the second, on the contrary, the rejection of it. Ore is an oxide, and in order to obtain iron, a certain reagent is required that can “take away” the extra atoms. The most important role in this process is played by coke, which during combustion releases a large amount of heat and carbon dioxide, which at high temperatures decomposes into monoxide, a chemically active and unstable substance. CO strives to become dioxide again, and, meeting with ore molecules (Fe2O3), "takes away" all oxygen from them, leaving only iron. There are, of course, other substances in the raw material, unnecessary, which form waste, called slag. This is how the blast furnace works. From the point of view of chemistry, this is a fairly simple reductive reaction, accompanied by the consumption of heat.

Blast furnace photo

Photo1

Photo 2

Photo 3
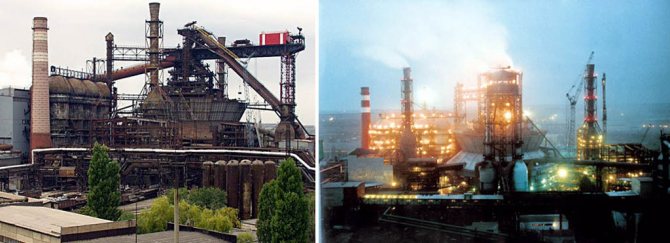
Photo4

Photo 5
Who invented?
The modern blast furnace was invented by J. B. Nilson, who first began to heat the air supplied to the blast furnace in 1829, and in 1857 E. A. Cowper introduced special regenerative air heaters.
This made it possible to significantly reduce the consumption of coke by more than a third and increase the efficiency of the furnace. Prior to that, the first blast furnaces were actually dry-blown, that is, unenriched and unheated air was blown into them.
The use of cowpers, that is, regenerative air heaters, made it possible not only to increase the efficiency of the blast furnace, but also to reduce or completely eliminate the clogging, which was observed in case of violations of the technology. We can safely say that this invention allowed to bring the process to perfection. Modern blast furnaces work exactly according to this principle, although their control is now automated and provides greater safety.
History [| ]
Smelting pig iron. Illustration from the Chinese Encyclopedia of 1637 17th century blast furnace
See also: History of Iron Production and Use
The first blast furnaces appeared in China by the 4th century [1]. During the Middle Ages in Europe, the so-called. catalan horn
, which made it possible to mechanize the bellows by means of a hydraulic drive, which contributed to an increase in the melting temperature. However, it still could not be called a blast furnace due to its special dimensions (cubic meter).
The immediate predecessor of the blast furnace was styukofen
(blast furnaces) [2], which appeared in the 13th century in Styria. The shtukofen had the shape of a cone with a height of 3.5 meters and had two holes: for injecting air (lance) and pulling out the grits [3].
In Europe, blast furnaces appeared in Westphalia in the second half of the 15th century [4], in England, blast furnaces began to be built in the 1490s, in the future USA - in 1619 [5]. This was made possible by mechanization. The blast furnace was 5 meters high. In Russia, the first blast furnace appeared in 1630 (Tula, Vinius). In the 1730s.In the Urals factories, blast furnaces were built near the base of the dam and two units were often placed on the same foundation, reducing construction and maintenance costs.
The blast was in most cases supplied by two wedge-shaped furs working in turn, made of wood and leather, and powered by a water-filled wheel. The ends of the nozzles of both bellows were placed in an uncooled cast-iron tuyere of rectangular cross-section, the toe of which did not go beyond the masonry. A gap was left between the nozzles and the lance to monitor the combustion of the coal. The air consumption reached 12-15 m3 / min at an excess pressure of no more than 1.0 kPa, which was due to the low strength of the skin of the furs. Low blowing parameters limited the intensity of melting, the volume and height of the furnaces, the daily productivity of which for a long time did not exceed 2 tons, and the residence time of the charge in the furnace from the moment of loading to the formation of cast iron was 60-70 hours. In 1760 J. Smeton invented a cylindrical blower with cast iron cylinders, which increased the amount of blast. In Russia, these machines first appeared in 1788 at the Aleksandrovsky Cannon Factory in Petrozavodsk. Each furnace was operated by 3-4 air cylinders connected to a water wheel by means of a crank and a gear transmission. The amount of blast increased to 60-70 m3 / min [6].
The high consumption of charcoal for the production of iron caused the destruction of forests around the metallurgical plants of Europe. For this reason, in 1584, Great Britain introduced a restriction on logging for metallurgical purposes, which forced this country, rich in coal, for two centuries to import part of the pig iron for its own needs, first from Sweden, France and Spain, and then from Russia. In the 1620s. D. Dudley tried to smelt pig iron on raw coal, but without success. Only in 1735 did A. Derby II, after many years of experience, succeed in obtaining coal coke and smelting pig iron on it. Since 1735, coal has become the main fuel of the blast furnace (Great Britain, Abraham Darby III) [7].
The low cost of coke in comparison with charcoal, its high mechanical strength and satisfactory quality of cast iron were the basis for the subsequent widespread replacement of fossil fuel with mineral fuel. This process ended most quickly in Great Britain, where by the beginning of the 19th century. almost all blast furnaces were converted to coke, while on the continent of Europe mineral fuel began to be used later [8].
On September 11, 1828, James Beaumont Nilson received a patent for the use of hot blast (British patent No. 5701) [9] and in 1829 he heated the blast at the Clyde plant in Scotland. The use of blast in the blast furnace heated only to 150 ° C instead of cold blast led to a 36% decrease in the specific consumption of coal used in blast furnace smelting. Nilson also came up with the idea of increasing the oxygen content in the blast. The patent for this invention belongs to Henry Bessemer, and the practical implementation dates back to the 1950s, when the production of oxygen was mastered on an industrial scale [10].
On May 19, 1857, E. A. Cowper patented air heaters (British Patent No. 1404) [11], also called regenerators or cowpers, for blast furnace production, allowing significant amounts of coke to be saved.
In the second half of the 19th century, with the emergence and spread of steelmaking technologies, the requirements for cast iron became more formalized - they were subdivided into processing and foundry, while for each type of steelmaking redistribution, clear requirements were established, including those in terms of chemical composition. The silicon content in cast iron was set at the level of 1.5-3.5%. They were divided into categories depending on the size of the grain in the fracture.There was also a separate type of cast iron - "hematite", smelted from ores with a low phosphorus content (the content in cast iron is up to 0.1%).
Converting cast iron varied in redistribution. Any cast iron was used for pudding, and the properties of the resulting iron depended on the choice of cast iron (white or gray). Gray cast iron, rich in manganese and silicon and containing as little phosphorus as possible, was intended for semerizing. The Thomas method was used to process low-silicon white cast irons with a significant content of manganese and phosphorus (1.5-2.5% to ensure the correct heat balance). Pig iron for sour open-hearth smelting was supposed to contain only traces of phosphorus, while for the main process the requirements for the phosphorus content were not so strict [12].
During the normal course of smelting, the type of slag was guided by which it was possible to roughly estimate the content of its four main constituent oxides (silicon, calcium, aluminum and magnesium). Siliceous slags, when solidified, have a glassy fracture. The fracture of slags rich in calcium oxide is stone-like, aluminum oxide makes the fracture porcelain-like, under the influence of magnesium oxide it takes on a crystalline structure. Siliceous slags during the release of viscous and viscous. Silica slag enriched with aluminum oxide becomes more liquid, but can still be drawn into filaments if the silicon oxide in it is not less than 40-45%. If the content of calcium and magnesium oxides exceeds 50%, the slag becomes viscous, cannot flow in thin streams and, when solidified, forms a wrinkled surface. The wrinkled surface of the slag indicated that the melting was "hot" - in this case, silicon is reduced and turns into cast iron, therefore, there is less silicon oxide in the slag. A smooth surface occurred in the smelting of white cast iron with a low silicon content. Aluminum oxide imparted flakiness to the slag surface.
The color of the slag was an indicator of the progress of the melting. The main slag with a large amount of calcium oxide had a gray color with a bluish tint in the smelting of graphitic "black" cast iron in the fracture. When passing to white cast irons, it gradually turned yellow up to brown, and with a "wet" course, a significant content of iron oxides made it black. Acidic, siliceous slags under the same conditions changed their color from green to black. Shades of the color of the slag made it possible to judge the presence of manganese, which gives acidic slags an amethyst hue, and the main one - green or yellow [13].
Domain process
Modern furnaces for melting cast iron provide about 80% of the total amount of cast iron, from the casting sites it is immediately fed to the electric smelting or open-hearth workshops, where the ferrous metal is converted into steel with the required qualities.
Ingots are obtained from cast iron, which are then sent to manufacturers for casting in cupolas. To drain slag and cast iron, special holes are used, called tap holes. However, in modern furnaces, not separate, but one common taphole is used, divided by a special refractory plate into channels for feeding cast iron and slag.
How does a blast furnace work?
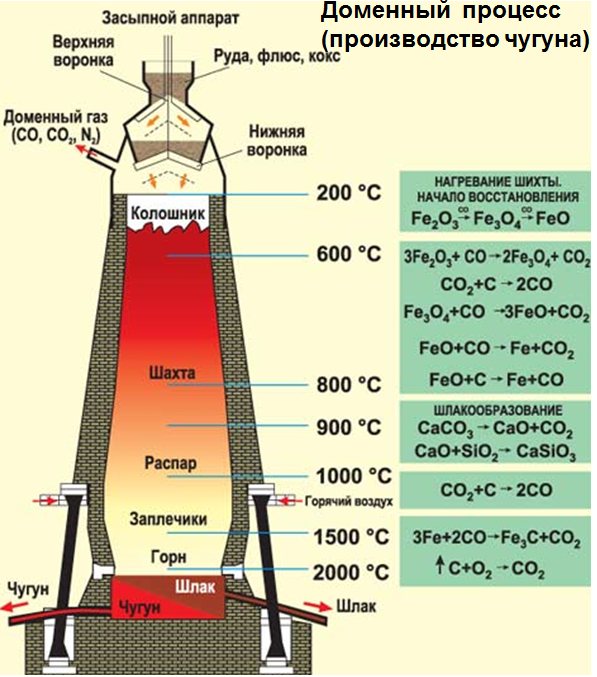
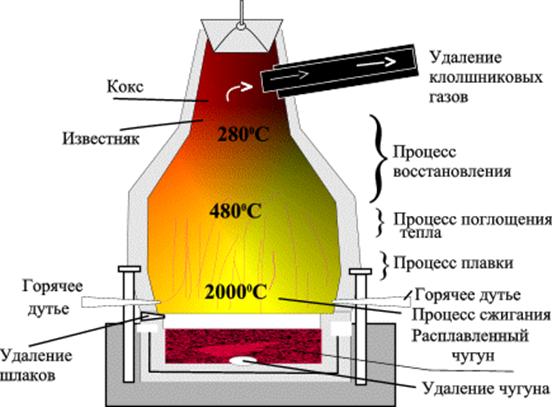
The blast furnace process completely depends on the excess of carbon in the furnace cavity; it consists in thermochemical reactions occurring inside when loading all components and heating them.
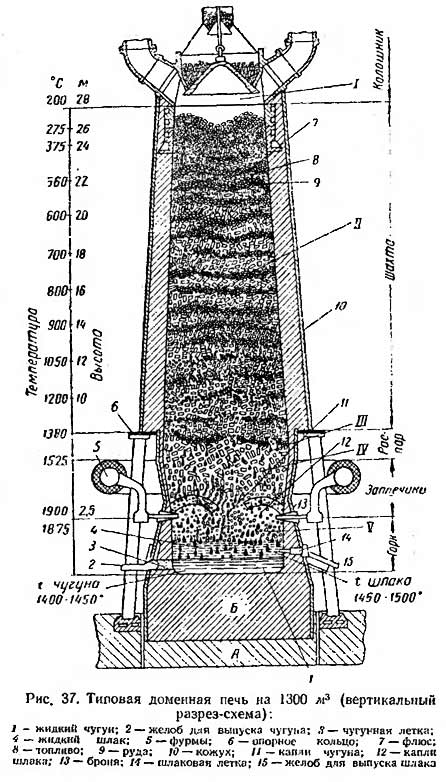
The temperature in the blast furnace can be 200-250 ° C directly under the top and up to 1850-2000 ° C in the active zone - steam.
When hot air is supplied to the furnace and coke is ignited in the blast furnace, the temperature rises, the process of decomposition of the flux begins, as a result of which the content of carbon dioxide increases.
With a decrease in the column of material in the charge, the reduction of iron monoxide occurs, in the lower part of the column, pure iron is reduced from FeO, flowing into the hearth.
As the iron flows down, it actively contacts with carbon dioxide, saturating the metal and giving it the required properties. The total carbon content in iron can range from 1.7%.
How the blast furnace works
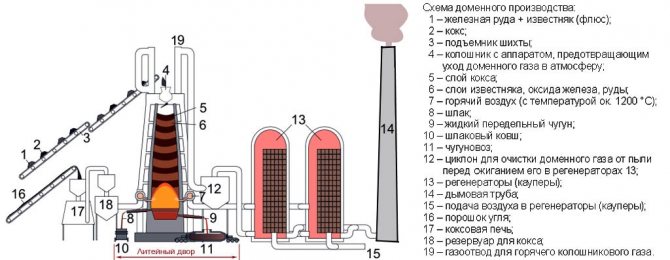
It is a huge vertical oven that operates continuously. Raw materials are fed into the furnace from above, through the loading shaft. The raw materials for smelting are coke, iron ore and additives (limestone), which help to extract unnecessary impurities from the ore. The loaded ingredients are heated with hot air in the main part of the blast furnace. During the heating process, coking coal, when burned, releases carbon monoxide, which serves to reduce the iron ore. The slags that appear during the reduction of iron ore are combined with additives (limestone). At this stage, the slags are in a liquid state, and the precipitated metal is in a solid state.
The metal is lowered down the oven and undergoes a steaming process. In this compartment of the furnace, the temperature reaches 1200 degrees Celsius, which contributes to the melting of the metal. Slag, which has a density that is lower in comparison with the metal, remains on the molten metal surface, which prevents oxidation processes. The speed with which the process of lowering the cast iron down the blast furnace takes place is called productivity. The faster it happens, the higher the blast furnace productivity ratio. The separation of slag and finished cast iron is carried out at the last stage through special holes and has its own technological features.

Blast furnace diagrams
Sectional blast furnace diagrams (different options):
Scheme 1
Scheme 2
Scheme 3
Scheme 4
Scheme 5
Notes [| ]
- An incredible story of Chinese inventions
- The riddles of the cheese-blowing forge
- BLAST FURNACE
- Blast furnace
- Babarykin, 2009, p. fourteen.
- Babarykin, 2009, p. fifteen.
- Pig iron production blast furnace
- Babarykin, 2009, p. 17.
- Woodcroft B.
Subject-matter index (made from titles only) of patents of invention, from March 2, 1617 (14 James I.), to October 1, 1852 (16 Victoriae). - London, 1857. - P. 347. - Karabasov, 2014, p. 73.
- Woodcroft B.
Chronological Index of Patents Applied for and Patents Granted, For the Year 1857. - London: Great Seal Patent Office, 1858. - P. 86. - Karabasov, 2014, p. 93.
- Karabasov, 2014, p. 94.
- Khodakov Yu.V., Epshtein D.A., Gloriozov P.A.
§ 78. Pig iron production // Inorganic chemistry. Textbook for grade 9. - 7th ed. - M .: Education, 1976. - S. 159-164. - 2,350,000 copies
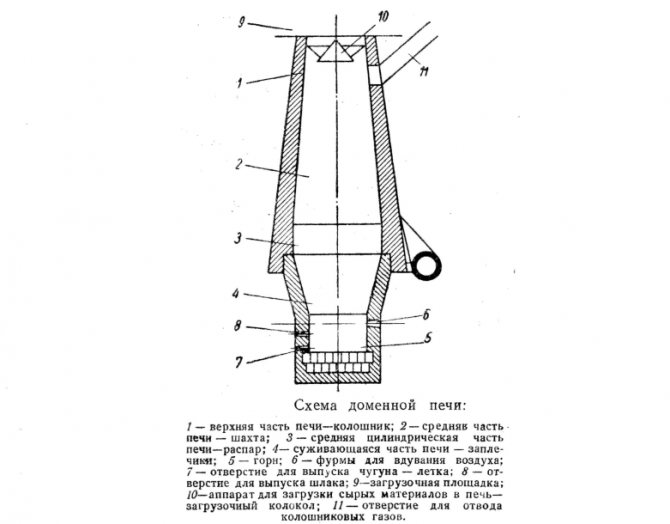
Blast furnace device
The blast furnace design is very complex, it is a large complex, which includes the following elements:
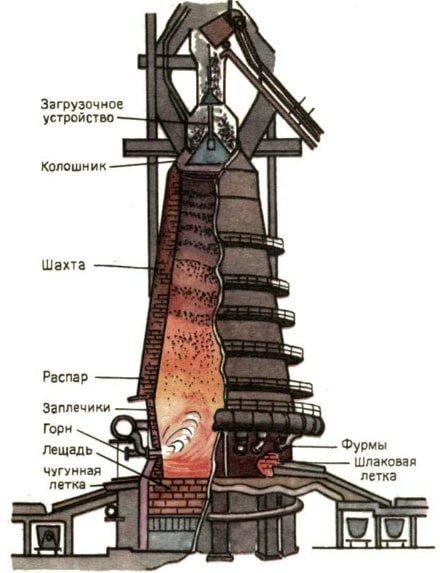
- hot blast zone;
- melting zone (this includes the forge and shoulders);
- steam, that is, the zone where FeO is reduced;
- a mine where Fe2O3 is reduced;
- top with material preheating;
- loading of charge and coke;
- blast furnace gas;
- the area where the column of material is located;
- slag and liquid iron outlets;
- collection for waste gases.
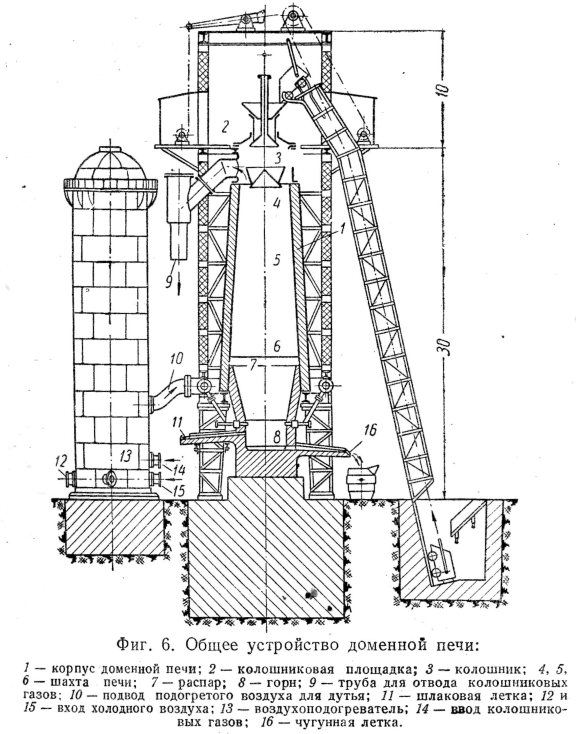
The height of the blast furnace can reach 40 m, weight - up to 35,000 tons, the capacity of the working area depends on the parameters of the complex.
The exact values depend on the workload of the enterprise and its purpose, requirements for the volume of metal obtained and other parameters.
A more detailed version of the device:
Blast furnace repair discharges
To maintain the working condition of the blast furnace, major repairs are carried out regularly (every 3-15 years). It is divided into three types:
- The first category includes work on the release of melting products, inspection of equipment used in the technological process.
- The second category is a complete replacement of equipment items subject to medium repair work.
- The third category requires a complete replacement of the device, after which a new filling of raw materials is performed with the straightening of the blast furnaces.
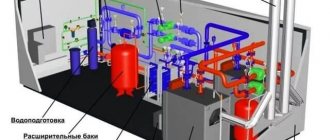
Systems and equipment
A blast furnace is not only an installation for the production of pig iron, but also numerous auxiliary units. This is a charge and coke feeding system, slag, molten iron and gases removal, an automatic control system, cowpers and much more.
The operating principles of the furnace have remained the same as they were centuries ago, but modern computer systems and industrial automation have made the blast furnace more efficient and safer.
Cowpers
The modern blast furnace design involves the use of a cowper to heat the supplied air. This is a cyclic unit made of heat-resistant material, which provides heating of the nozzle up to 1200 ° C.
When cooling down, the cowper turns on the packing to 800-900 ° C, which allows to ensure the continuity of the process, reduce coke consumption and increase the overall efficiency of the structure.
Previously, such a device was not used, but starting from the 19th century. it is necessarily a part of the blast furnace.
The number of cowper batteries depends on the size of the complex, but usually there are at least three of them, which is done with the expectation of a possible accident and preservation of performance.
Top-top apparatus
Top-bottom apparatus - this part is the most critical and important one, which includes three gas valves operating according to a coordinated scheme.

The cycle of this node is as follows:
- in the initial position, the cone is raised, it blocks the exit, the lower cone is lowered;
- the skip loads the charge into the top;
- a rotating funnel turns and passes the raw material through the windows onto a small cone;
- the funnel returns to its original position, closing the windows;
- the small cone is lowered, the loading goes into the intercone space, after which the cone rises;
- the large cone assumes its original position, releasing the charge into the cavity of the blast furnace for processing.
Skip
Skips are special charge lifters. With the help of such hoists, overshoes from the skip pit grab the raw material supplied upward along the inclined overpass.
Then the galoshes are overturned, feeding the charge into the loading area, and are returned downward for a new portion. Today this process is carried out automatically, special computerized units are used for control.
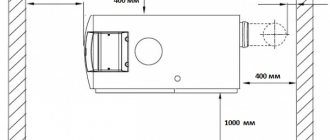
Tuyeres and tap holes
The nozzle of the furnace lance is directed into its cavity, through which the course of the melting process can be observed. For this, peepers with heat-resistant glasses are mounted through special air ducts. At the cut, the pressure can reach values of 2.1-2.625 MPa.
The holes are used to drain cast iron and slag; immediately after release, they are tightly sealed with special clay. Previously, cannons were used that were lined up with a plastic clay core, today remote-controlled cannons are used that can come close to the structure. This decision made it possible to reduce the trauma and accident rate of the process, to make it more reliable.
How to make a blast furnace with your own hands?
Nuances
The production of pig iron is a highly profitable business, but it is impossible to organize the production of ferrous metal without serious financial investments. A blast furnace with your own hands in "handicraft conditions" is simply unrealizable, which is associated with many features:
- extremely high cost of a blast furnace (only large plants can afford such costs);
- the complexity of the design, despite the fact that the drawing of the blast furnace can be found in the public domain (above the diagram), it will not work to assemble a full-fledged unit for the production of cast iron;
- individuals and individual entrepreneurs cannot engage in activities for the manufacture of cast iron, for this simply no one will issue a license;
- the deposits of raw materials for ferrous metallurgy are practically depleted, there are no pellets or sinter on free sale.
But at home, you can assemble an imitation of a furnace (mini-blast furnace), with which you can melt metal.
But these works require maximum attention and are highly discouraged in the absence of experience. Why might such a construction be required? Most often, this is heating for a greenhouse or summer cottage with the most efficiently used fuel.
Tools and materials
To make a structure at home, you need to prepare:
- metal barrel (can be replaced with a pipe with a large diameter);
- two pieces of circular pipe with a smaller diameter;
- section of the channel;
- Sheet steel;
- level, hacksaw for metal, tape measure, hammer;
- inverter, set of electrodes;
- bricks, clay mortar (necessary for the foundation of the structure).
All work must be carried out only on the street, since the process is quite dirty and requires free space.
Step-by-step instruction
- On the prepared workpiece in the form of a barrel, the top is cut off (it should be left, as it will be needed further).
- A circle with a diameter smaller than the diameter of the barrel is cut out of steel, a hole is made in it for a pipe.
- The pipe is carefully welded to the circle; at the bottom, sections of the channel are attached by welding, which will press down the fuel during the operation of the furnace.
- The furnace cover is made from the previously cut bottom of the barrel, in which a hole is made for a mortgage hatch with a door. It is also necessary to make a door through which ash residues will be removed.
- The stove must be installed on the foundation, since it heats up very much during operation. To do this, first a concrete slab is installed, then several rows of brick are laid out, forming a depression in the center.
- To remove the combustion products, a chimney is mounted; the diameter of the straight part will be larger than the diameter of the furnace body (required for better exhaust of gases).
- The reflector is not an obligatory element of the design, but its use can improve the efficiency of the furnace.
Design features
The features of such a self-made oven are:
- the level of efficiency is good;
- there is the possibility of working in an offline mode up to 20 hours;
- it is not active combustion that occurs in the furnace, but smoldering with constant heat release.
The main difference between a "household" blast furnace will be the restriction of air access to the combustion chamber, that is, smoldering of wood or coal will occur at a low oxygen level. An industrial blast furnace works on a similar principle, but household blast furnaces are used only for heating, metal cannot be melted in it, although the temperature inside the chamber will be sufficient.











What does a domain name consist of?
All domains are arranged hierarchically: they are made up of parts (levels). Domains of the third level are created on the basis of domains of the second level, and domains of the second level - on the basis of domains of the first. Let's take a closer look at the types of domains:
- Domain of the second (third, fourth, etc.) level
or
subdomain
- the left side of the domain to the point. In practice, this is any combination of characters that we come up with for the name of our future site (
youtube
.com,
shop
.reg.ru). What do you call a ship, as they say, but that's a completely different SEO story. - First level domain
or
domain zone
- the right part of the domain after the dot. This part cannot be asked by anyone other than ICANN. By registering a "domain", we come up with a second-level domain and choose a zone. They are
geographic
(.RU - Russia, .EU - EU countries, .AC - Ascension Island, etc.) or
thematic
(from old-timers like .COM. - commercial sphere, .BIZ - business sphere to new gTLDs: .FLOWERS, .HEALTH, .Children, etc.). - Domain zero level
- dot after the domain zone (reg.ru
.
), which is not displayed in the address bar and is omitted when the domain is entered into the browser bar.
Cost based on the example of efficiency no. 7
The manufacture of blast furnaces is a resource-intensive and expensive process that cannot be put on stream. Since blast furnaces are used exclusively in industry, their design and assembly are carried out for a specific metallurgical complex, which includes many objects and nodes of the internal infrastructure. This situation is observed not only in the Russian Federation, but also in other countries of the world that have their own metallurgical facilities.
The cost of manufacturing and installing a blast furnace is quite high, which is associated with the complexity of the work. An example is the large blast-furnace complex No. 7 called "Rossiyanka", installed in 2011. Its cost amounted to 43 billion rubles, the best engineers from RV and foreign countries were involved in the production.

The complex includes the following units:
- receiving device for ore;
- supply stations of the bunker overpass and the central unit;
- bunker overpass;
- compressor station (installed at the casting yard);
- installation for injection of pulverized coal;
- recycling CHP;
- control center and administrative building;
- foundry yard;
- blast furnace;
- air heating blocks;
- pumping station.
Complex productivity:
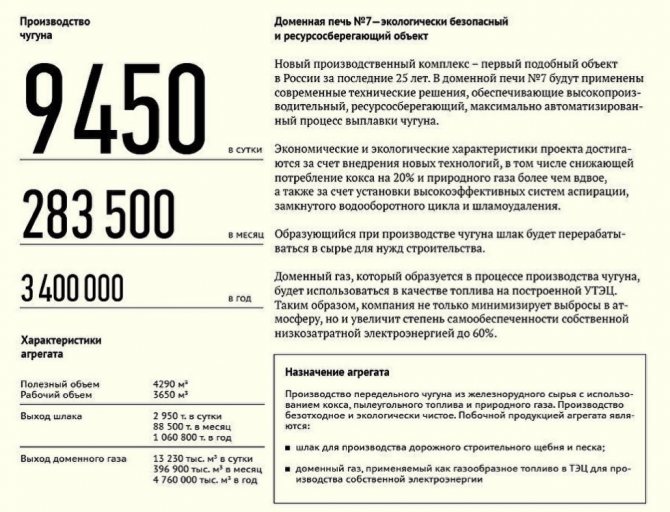
The new complex ensures the production of more than 9450 tons of pig iron per day, the useful volume of the furnace is 490 cubic meters, and the working volume is 3650 cubic meters. The design of the blast furnace ensures waste-free and environmentally friendly production of pig iron; blast furnace gas for thermal power plants and slag used in road construction are obtained as by-products.
Cast iron tap [| ]
Blast furnace iron tapping
It is a rectangular canal 250-300 mm wide and 450-500 mm high. The channel is made in the refractory masonry of the hearth at a height of 600-1700 mm from the surface of the flask. Channels for slag holes are laid out at a height of 2000-3600 mm. The channel of the cast-iron taphole is closed with a refractory mass. The cast-iron tap is opened by drilling a hole with a diameter of 50-60 mm with a drilling machine. After the release of pig iron and slag (in modern large blast furnaces, the release of pig iron and slag is carried out through cast iron nozzles), the holes are clogged with an electric gun. The toe of the cannon is inserted into the taphole and a tap refractory mass is fed into it from the cannon under pressure. The blast furnace slag tap is protected by water cooled elements, collectively referred to as slag stoppers, and a pneumatically operated, remotely controlled lever structure. Large-volume blast furnaces (3200–5500 m3) are equipped with four cast-iron tapes, working alternately, and one slag tap. The release of pig iron and slag from the blast furnace includes the following operations:
- opening of the cast iron tap (if necessary, and slag);
- service directly related to the outflow of pig iron and slag;
- closing the cast iron tap (if the slag was released through the slag, then the slag);
- repair of a taphole and gutters.